
高速非接触表面検査、形状測定センサによる、インライン粗さ・真円度測定、フリクションの定量測定 Surface roughness and roundness measurement for the in-line, quantitative measurement of the friction using a fast non-contact surface and shape measuring sensor
株式会社 ケン・オートメーション 矢尾板達也、飯島正経 Optosurf Rainer Brodmann
はじめに
自動車や航空機の燃費低減に伴い、研削加工精度の向上が求められている。特に自動車エンジンのアイドリングストップのように頻繁に繰り返されるストップとスタートでは、各構成部品のフリクション低減と定量化が求められている。研削加工の高速化に伴い、加工ワークピースに残るスクラッチ、チャターマーク、研磨焼け、残留応力、黒皮残りが問題を起こすことがある。自動車の重要保安部品であるワークピースにこれらの問題があると、ここを起点として摩耗や疲労破壊に至ることがあり、これらのあるワークピースを排除して、重大事故の発生やリコールに至らないようにすることが求められている。また、研削加工は砥石の切れ味やクーラントの掛け方や温度、材料の硬度や粘性といったバラツキにより、常に同じ条件では行われていない。このため研削加工の後で全数ワークピースの表面の計測履歴を残すことは、不具合品を排除することはもとより、後で問題が発生した際の機敏な対応に役立つ。
しかしながら、従来の粗さやフリクション測定では、ワークピースの抜き取り検査による、接触式スタイラスによる直線状の凹凸検査が主流で、時間が掛かるうえ、非接触でインライン全数検査ができていない。
ここでは、新しい光学式の散乱光を使用した非接触でインライン粗さ・真円度測定、フリクションの定量測定について述べる。
加工表面
ワークピースの加工表面には図1に示されるような、滑り、フリクション、光沢感等があり、それぞれの目的に応じた機械加工や表面粗さが施されている。このため、一概に表面粗さと云っても、それぞれの目的に応じた表面粗さを定量化しなければならない。

散乱光
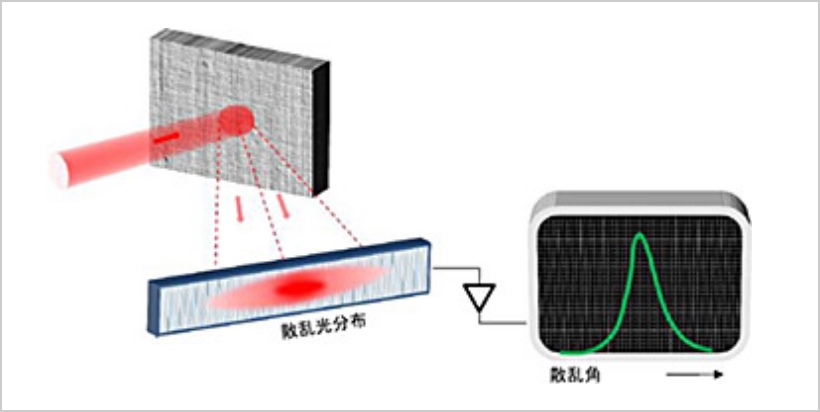
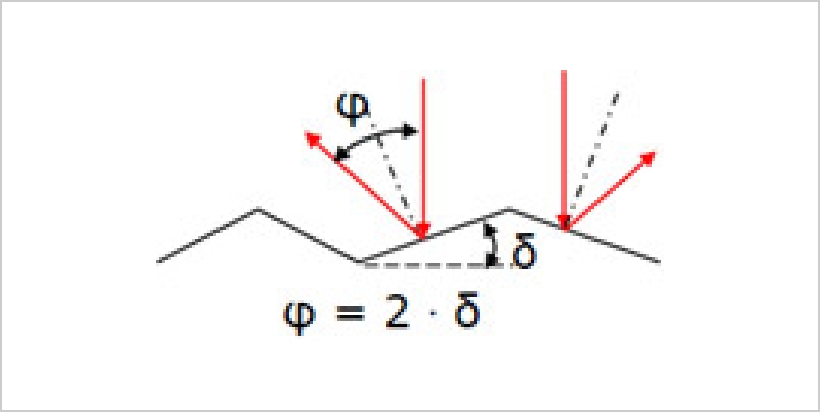
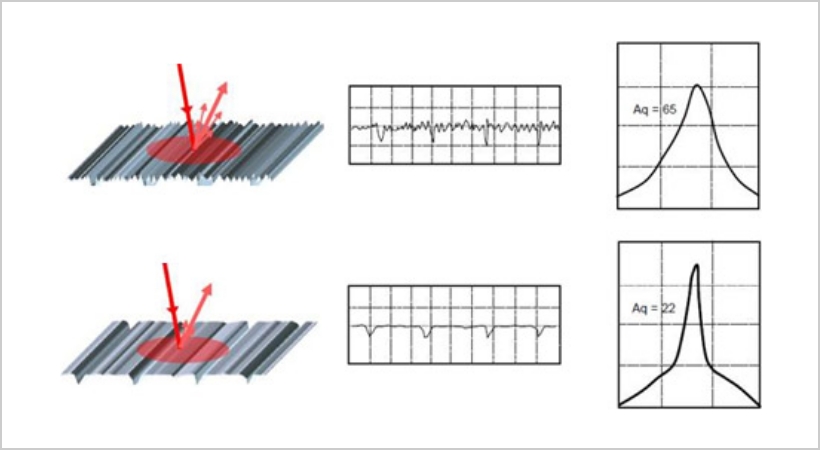
散乱光は図2に示されるようにワークピースの表面性状を映す指紋のようなもので、ある大きさの直径を持ったスポット光をワークピース表面に照射すると散乱光が観測される。その散乱は入射光に対する反射光の角度として考えられ、散乱を見ることによって表面すべての角度情報が含まれている。ダイオードアレイは反射光を受け、この照射情報をPCに転送して表面の角度情報を解析することで、ワークピースの表面性状を評価することができる。図3に示すように散乱光の角度はミラーファセット理論により2X断面角となっている。
非接触粗さ測定のパラメータ Aq
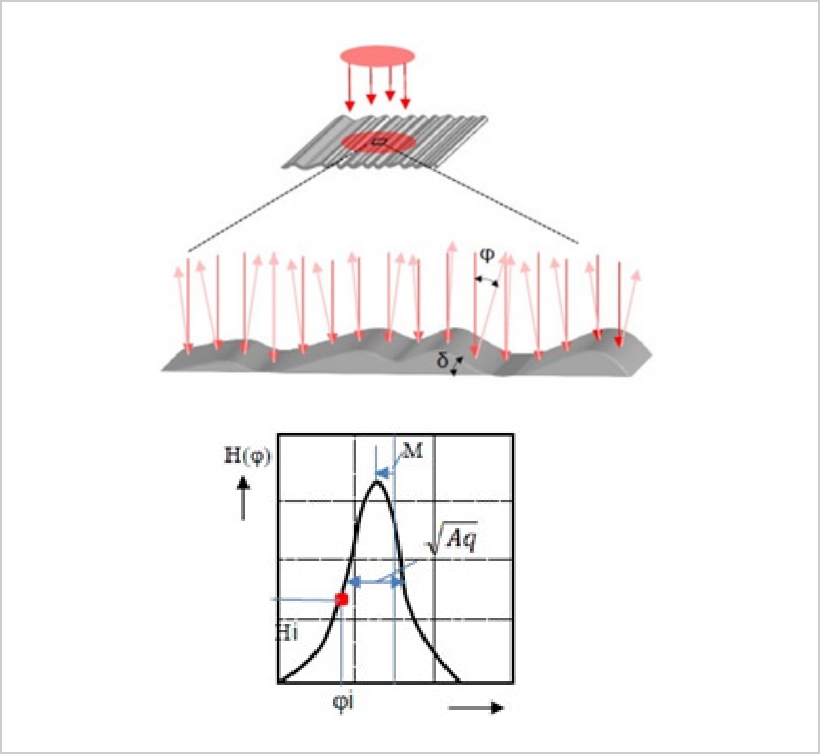
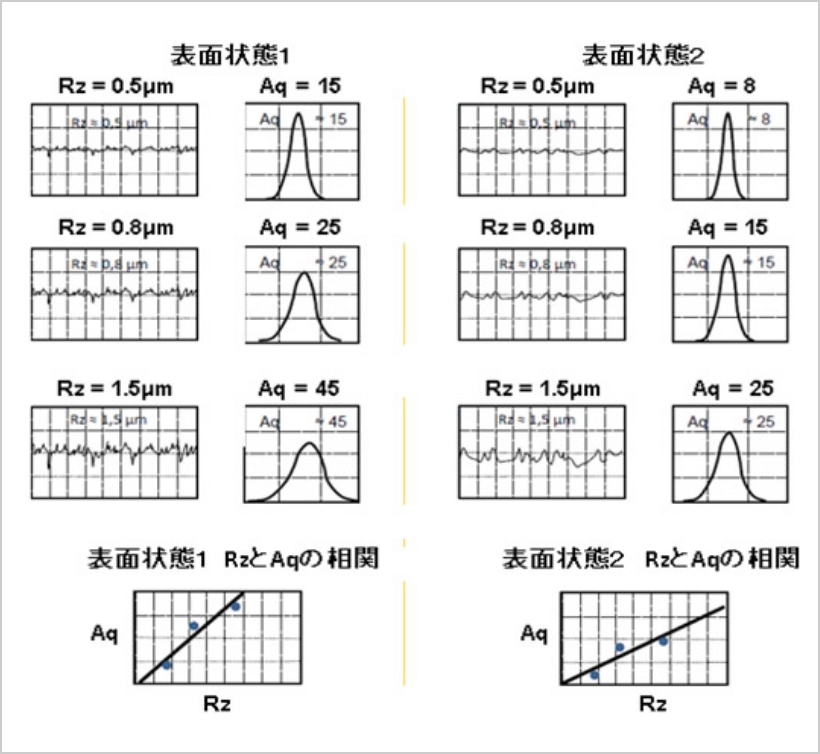
非接触粗さのパラメータAq値は、ドイツで2009年にDIN規格(VDA2009)で認定されている。図4に示されるようにワークピース反射光の半値幅の平方根がAqの値で、表面の光沢や反射率には依存しない。Aq値は、接触式の粗さ測定で一般的に使用されているRaやRz等との直接的な相関はない。また接触式の粗さ測定では測定スタイラス先端の曲率R以下のワークピース表面の凹凸は測定には含まれない。一方、光学式の非接触粗さ測定では非常に細かな凹凸を含んだ全ての表面性状が検出データに反映され、表面性状は図5に示されるような反射特性を示すので加工工程が同じであればAq値はRzと相関性があり、Aq値をモニタリングすることで接触式のRzに相当する粗さ測定を定量化できる。
非接触粗さ測定のニーズ
接触式の粗さ測定では測定スタイラスが通過する一本の直線状の凹凸が粗さとして定量化されるが、非接触粗さ測定では楕円の内の散乱光を捉えることができる。図6にスーパーフィニッシュされたラッピング加工面の面性状を示す。非接触粗さ測定では粗さ測定だけでなく、フリクションに直結する表面の平滑面の割合を定量化できる。
また、研削加工後のスクラッチ、チャターマーク、研磨焼け、残留応力、黒皮残りがあると、ここを起点として摩耗や疲労破壊に至ることがあり、これらのあるワークピースを排除して、重大事故の発生やリコールに至らないようにすることが求められている。また、研削加工は砥石の切れ味やクーラントの掛け方や温度、材料の硬度や粘性といったバラツキにより、常に同じ条件では行われていない。このため研削加工の後で全数ワークピースの表面の計測履歴を残すことは、不具合品を排除することはもとより、後で問題が発生した際の機敏な対応に役立つ。
散乱光センサによる測定
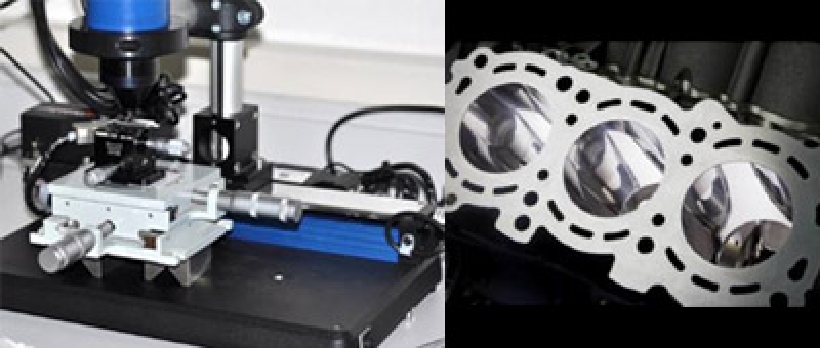
図7に散乱光センサを示す。センサは2000Hzの高速サンプリングレートで、ワークピース表面から±16°の範囲の散乱光を収集する。この高速サンプリングレートと角度の広い散乱光の範囲は、インラインで全数検査を可能にする。併せて散乱光の強度を評価すると、ワークピースを移動させることで平坦度やうねり、ワークピースを回転させることで真円度の非接触高速測定も可能になる。

測定事例
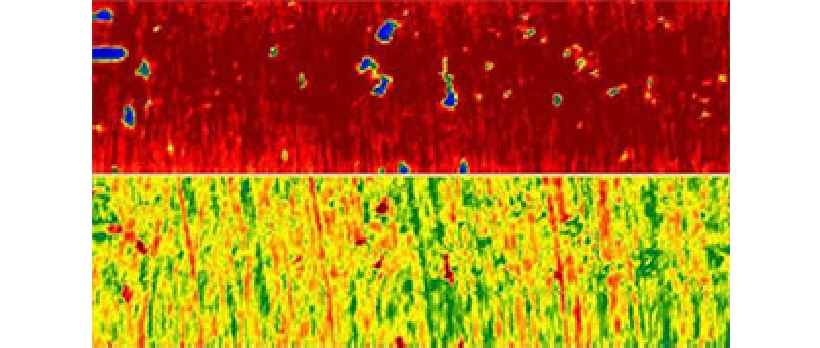
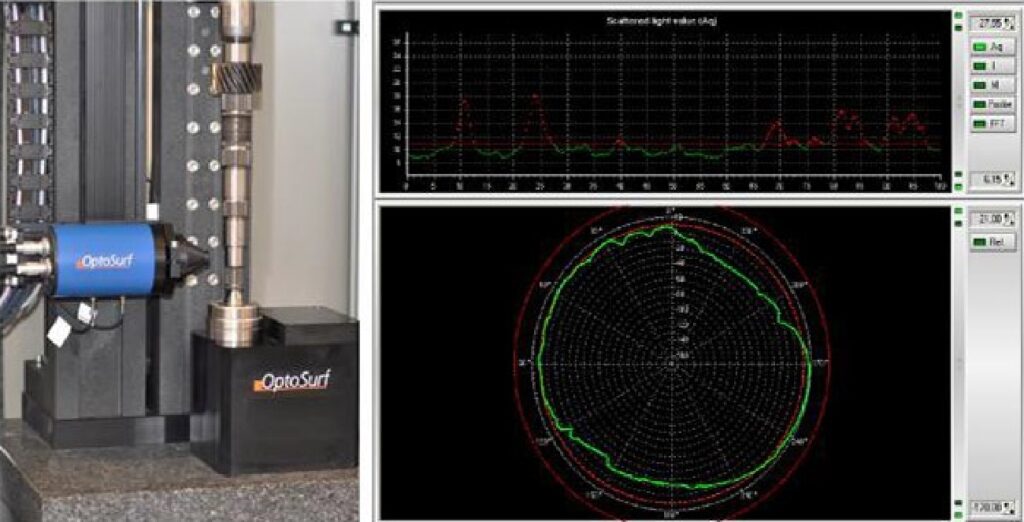
ワークピース表面に溶射された皮膜を図8のように散乱光センサに対してワークピースを平行移動させて平面展開図を画像化した。図9の展開画像(上の画像は散乱光の強度分布、下の画像は散乱光の粗さに起因するAq値)では、溶射皮膜の巣穴やムラが表示される。散乱光センサからの位置情報は評価されないので寸法測定はできないが、図10に示されるようにワークピースを回転させて散乱光の強度を測定するとギアシャフトの真円度が測定される。
まとめ
燃費の低減のニーズにより、より摺動抵抗の少ない研削・ラッピング加工面が求められている。このニーズはレース用の高価なエンジンだけでなく、汎用のエンジンでも同様の傾向である。一方、研削加工の高効率・高速化によって発生しやすい、研削加工後のスクラッチ、チャターマーク、研磨焼け、残留応力、黒皮残りは、研削加工後に確実に検査により排除されなければならない。特に重要保安部品でこのような不具合の見逃しがあると、早期の破損や寿命の低減につながりかねないので、全数検査測定の必要がある。
ここでは散乱光を使用した非接触表面粗さセンサの測定事例を紹介したが、このセンサはただ単に従来の接触式粗さ測定の代用であるだけでなく、2000Hzの高速サンプリングにより、今まで接触式の粗さ測定ではできなかったインライン全数測定検査を可能にしている。また粗さの定量化だけではなく、面性状の評価ができ、今までできなかったフリクションの定量化も同時に行うことができる。